188-1766-7889 133-6202-3690 18930740927
support
時間:2025-06-11 點擊:86
硫化新人如何選模溫機?祝松機械告訴你
硫化工藝三要素(溫度、壓力、時間)中,模溫機直接控制溫度精度,直接影響橡膠硫化的質量——比如溫度不均會導致制品“不變黏、不易折斷”等性能缺陷。下面我結合具體計算邏輯和行業實踐,
幫你系統建立硫化機與模溫機的匹配方法。
一、功率匹配:核心依據是熱負荷需求
硫化機所需模溫機的功率不是隨意選的,而是通過熱平衡計算得出,公式為:
加熱功率(KW)= [質量(kg) × 溫差(℃) × 比熱(kcal/kg·℃)] / [860 × 加熱時間(h)]
其中:
質量:包括模具自身 + 導熱油總質量;
溫差:目標溫度與常溫(一般取25℃)之差;
比熱:鋼模具≈0.11 kcal/kg·℃,導熱油≈0.55 kcal/kg·℃。
典型案例說明(以輥筒式硫化機為例):
已知條件:輥筒直徑850mm、長度1700mm,工作溫度200℃,預熱時間要求1小時
計算步驟:
模具自身升溫功率:
輥筒鋼材質量 ≈ 936kg(按體積×密度計算)
P= 936 × (200-25) × 0.11 / (860 × 1) ≈ 15.56 KW
導熱油升溫功率:
油體積 ≈ 40L → 質量 ≈ 40×0.86=34.4kg
P? = 34.4 × (200-25) × 0.55 / 860 ≈ 4.13 KW
總功率:P = (P? + P?) × 安全系數(1.2) = (15.56+4.13)×1.2 ≈ 23.6 KW
實際選型建議 ≥24KW 的模溫機。
關鍵點:若多輥筒或大型平板硫化機(如2個輥筒),需疊加計算并保留1.2~1.5倍安全裕量。
二、泵浦參數:流量與揚程決定換熱效率
功率只是基礎,泵浦性能直接影響導熱油流動速度和熱交換效果:
流量:確保油在模具內流速足夠(建議≥1.5m/s),避免局部過熱;
揚程:克服管道阻力 + 模具內部壓降 + 高度差(如輥筒離地高度)。
匹配原則:
輥筒類:需高壓泵(揚程≥50m),因內部管路細長(如案例中選泵:流量12.5m3/h,揚程50m);
平板硫化機:中低壓即可(揚程20~30m),因流道較直。
安裝陷阱:模溫機安裝位置需高于輥筒出口,否則停機后油會倒流溢出!
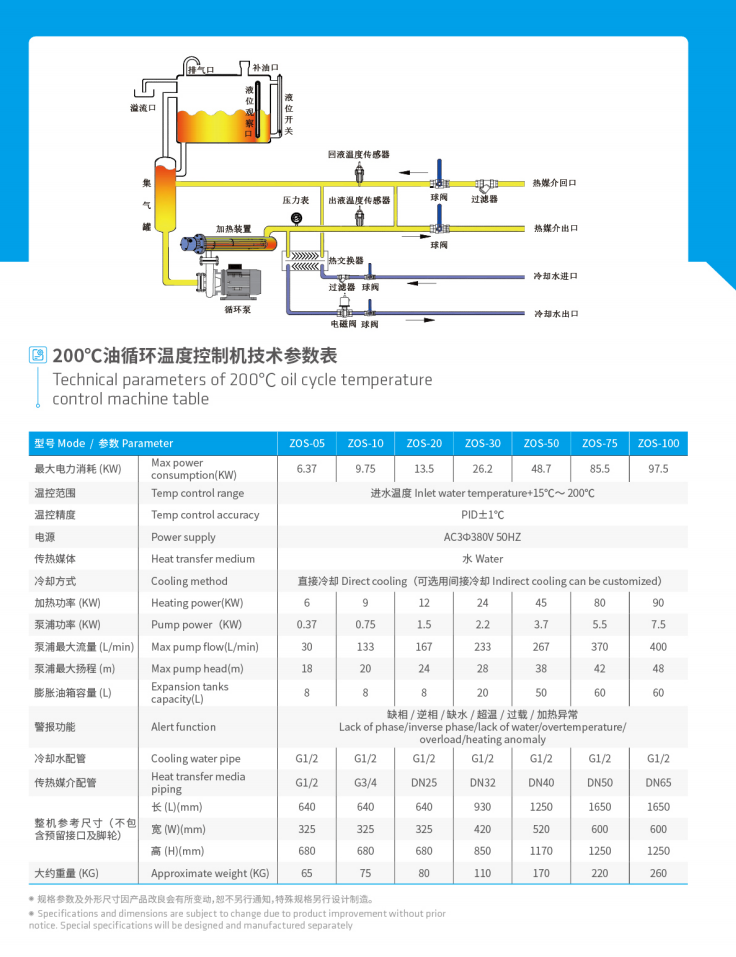
三、溫度范圍與精度:工藝要求決定機型
橡膠硫化溫度多在150~200℃間,需注意:
溫度范圍:必須選高溫油溫機(標稱≥300℃),因實際工作溫度常接近極限值;
控溫精度:±1℃是基準要求(如祝松機械),高精度場合需±0.1℃(如PID自整定控制器)。
四、典型硫化機與模溫機配置對照表
下表總結了不同硫化機類型對應的模溫機配置建議:
硫化機類型 模具/輥筒規格 建議模溫機功率 泵浦要求 油箱/冷卻附加要求
小型平板硫化機 單層模板,<1㎡ 12-24KW 流量≥50L/min,揚程20-30m 膨脹油箱≥50L
中型輥筒硫化機 單輥φ≤500mm,L≤1.5m 24-50KW 流量≥100L/min,揚程≥40m 膨脹油箱≥100L
大型多輥硫化生產線 雙輥φ≥800mm,L≥2m 50-120KW 流量≥200L/min,揚程≥50m 多回路控制+間接冷卻系統
高溫硫化專用機 需持續350℃工藝 ≥90KW 耐高溫泵,帶變頻控制 雙級膨脹油箱+強制冷卻
五、冷卻與結構:按工藝復雜度選擇
冷卻方式:
若需快速降溫(如從200℃→50℃需≤45分鐘),選直接冷卻式(水進入主回路);
普通冷卻選間接式(板式換熱器),避免水質污染導熱油。
回路數量:
單回路:用于均溫模具(如小型平板機);
雙回路/多回路:模具動定模溫度不同,或需分區控溫(如輪胎硫化)。
六、安全與成本:容易被忽略的選型要點
安全系數:功率計算后必須×1.2~1.5倍,應對電壓波動或導熱油老化;
膨脹油箱:容積=總油量×膨脹系數(≈0.0007/℃),例如100L系統從25℃→200℃需擴容≈12.25L;
成本控制:滿足工藝下優先選“閉式循環+間接冷卻”,減少油損耗和年審成本。

總結:新手快速上手指南
先算功率:按質量、溫差、時間公式計算,疊加安全系數;
再定泵參數:依模具流阻和高度選流量/揚程;
匹配溫控范圍:橡膠選高溫油機(≥300℃),精度±1℃;
優化結構:多區域控溫選多回路,快速冷卻選直冷式;
預防安裝問題:油箱高度>模具出口,膨脹容積留足余量。
若遇到復雜場景(如多輥聯動或超高溫硫化),建議直接聯動廠家提供工況參數(模具尺寸、升溫時間、工藝溫度圖),由專業工程師核算。掌握這些核心邏輯后,你不僅能回答“怎么配”,更能
解釋“為什么這么配”,快速成為客戶信賴的技術顧問。

 您所在的位置:
您所在的位置:  技術支持
技術支持 